Konservų gamybos ypatybės

Pradedantiesiems gaminti konservus iškyla daug klausimų. Šiame straipsnyje aptarsime konservavimo temą. Įmanoma pasigaminti ir nedideles konservų partijas. Konservams gaminti nedidelės mėsos perdirbimo įmonės turėtu įsigyti du papildomus įrenginius - autoklavą ir metalinių dėžučių dangtelių uždarymo įrenginį.
Sterilizavimo tikslas - sunaikinti konservuose esančias bakterijas ir jų sporas.
Paveiksliuke Nr.1 parodyta, kokie procesai vyksta autoklave sterilizuojant konservus. Autoklave, kuriame dirbtinai nesukeliamas slėgis, slėgis konservų dėžutėse pasidaro didesnis nei autoklavo katile, dėl to dėžutės išsipučia. Dėžutės pučiasi, nes jos yra aklinai uždarytos, o kylant temperatūrai medžiagos plečiasi. Tai yra pagrindinė priežastis, dėl kurios sterilizavimo metu nušoka stiklainių dangteliai arba deformuojasi metalinės dėžutės. Aukščiausias slėgis dėžutėje būna sterilizavimo proceso pabaigoje, kai katilas pradeda vėsti.
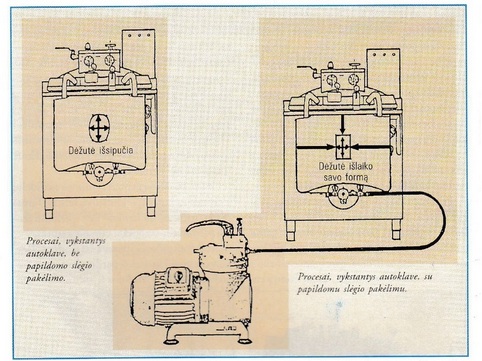 1 Pav. Procesai, vykstantys autoklave
1 Pav. Procesai, vykstantys autoklave
Autoklavuose, kuriuose numatytas slėgio didinimas, sterilizavimo metu dėžutės negali deformuotis. papildomas slėgis neleidžia dėžutėms išsipūsti. Slėgis didinamas, kai katilas įkaista iki 100 C, lėtai žeminamas, kai autoklavo temperatūra nukrinta iki 50 C.
Konservų sterilizavimas vandenyje, autoklave su slėgio funkcija
Paruošti sterilizuoti konservai sudedami į autoklavo krepšelius dangteliais žemyn. Kadangi sterilizavimo matu gali gali išsiskirti tam tikras kiekis riebalų arba želatino, geriau, kad jie būtų dėžutės dugne. Taip vartotojas, atidaręs konservų dėžutę, pamatys geresnį produkto vaizdą.
Jei sterilizuojant naudojamas krepšelis, tarp konservų dėžučių eilių reikia įterpti skylėtą aliuminio perdangą. Taip dėžutės mažiau spaudžia viena kitą. Viršutinė dėžučių eilė turi būti uždengta skylėtu aliuminio dangčiu, kad autoklavui auštant neišplautų į paviršių.
Sterilizavimo eiga:
1. Krepšelį su dėžutėmis įdedame į katilą. Katilą pripilame vandens, visos dėžutės turi būti vandenyje. Patartina naudoti karštą vandenį, nes tai gerokai sutrumpina autoklavo kaitinimo laiką. Termometrą nustatome 105-115 C temperatūrai, įjungiame maksimalų kaitinimą.
2. Tvarkingai užsukame autoklavo dangtį. Garų išleidimo vožtuvą laikome atvirą, kol pasirodo pirmieji garai, o temperatūra pakyla iki 100C.
3. Pasiekus 100 C temperatūrą, garų išleidimo vožtuvą uždarome. Prie specialaus čiaupo prijungiame oro kompresorių. Kompresoriumi slėgį katile didiname iki 1 bar. Nuo šio momento pradedamas skaičiuoti sterilizavimo laikas.
4. Katile toliau kyla temperatūra, taigi lėtai kyla slėgis. Esant 1,5 bar pasiekiamas optimalus slėgis. Jei slėgis toliau kyla, reikia atidaryti garų išleidimo vožtuvą ir išleisti dalį garų. Jei slėgis nukrinta žemiau 1,5 bar, reikia įjungti oro kompresorių slėgiui didinti.
5. Pasibaigus sterilizacijos laikui, kaitinimas išjungiamas. Autoklavas ima vėsti.
6. Vėsimo etapas yra labai svarbus. Jį privalu tinkamai kontroliuoti. Priežastis ta, kad susidaro aplinkos ir katilo slėgio ir temperatūros skirtumas, taip pat skiriasi slėgis katile ir dėžutėse. Šie slėgiai negali būti akimirksniu išlyginami. Susidarius slėgių ir temperatūrų skirtumams išlyginti reikalinga tam tikra seka ir laikas. Įrengimuose, kurie turi slėgio mechanizmą, pro specialią angą kompresoriumi į autoklavą galima įpurkšti šalto vandens. Taigi išjungus kaitinimą prie autoklavo prijungiamas šalto vandens čiaupas. Kylantį slėgį katile reguliuojame garų išleidimo vožtuvu ir vandens kiekio reguliavimo čiaupu. Taip katilo temperatūra ima kristi. Atidžiai stebime, kad slėgis katilo viduje nekristų per greit. Jį galima palaikyti reguliuojant vandens lygio reguliavimo čiaupą. Slėgis katilo viduje po kaitinimo išjungimo turėtų nukristi per pirmas 10 minučių iki 1 bar.
Šaltam vandeniui leidžiame cirkuliuoti katilo viduje, kol temperatūra nukrinta iki 30 C. Tuomet šaltą vandenį užsukame, o likusį slėgį naikiname. Dabar galima autoklavo dangtį atidaryti ir išimti konservų dėžutes.
Konservų sterilizavimas vandenyje, autoklave be slėgio funkcijos
1. Į autoklavą sudedame paruoštas sterilizuoti konservų dėžutes dangteliais žemyn. Geriau dėžutes dėlioti taip, kad dėžutės, esančios aukštesnėje eilėje, būtų dedamos ant susidariusių apatinės eilės tarpų.
2. Pripilame vandens tiek, kad visos dėžutės būtų panirusios į vandenį. Patartina naudoti karštą vandenį, nes tai gerokai sutrumpina autoklavo kaitimo laiką.
Termometrą nustatome 105-115 C temperatūrai, įjungiame maksimalų kaitinimą.
3. Tvarkingai užsukame autoklavo dangtį. Garų išleidimo vožtuvą laikome atvirą, kol pasirodo pirmieji garai ir temperatūra pakyla iki 100 C. Po to garų išleidimo vožtuvą užsukame. Nuo to momento pradedamas skaičiuoti sterilizavimo laikas.
4. Pabaigus sterilizavimo laikui nutraukiame kaitinimą. Garų išleidimo vožtuvą lėtai atidarome. Slėgis katilo viduje neturi greitai kristi, nes gali deformuotis dėžutės. Kai garų nebėra, o manometras neberodo katilo slėgio, galima atidaryti autoklavo dangtį.
Sterilizavimo laikas
Jei norime konservus sterilizuoti patikimai, reikia matuoti dėžučių turinio vidaus temperatūrą. Patartina pasirinkti dėžutę pačiame autoklavo centre ir įvesti temperatūros zondą. Taip galėsime patikimai kontroliuoti sterilizavimo procesą ir pagaminti kokybiškus konservus. Priklausomai nuo to, kas yra dėžutėse, jų vidaus temperatūra gali svyruoti tarp 102-110 C. Katilo vidaus temperatūra turėtų būti 5-8 C aukštesnė.
Jei sterilizuojama nematuojant dėžučių vidaus temperatūros, patartina naudotis žemiau pateiktomis sterilizavimo laiko lentelėmis. Lentelėse pateikiami tik orientaciniai sterilizavimo laikai. Dirbant būtina sterilizavimo laiką pakoreguoti atsižvelgiant į gaunamą rezultatą.
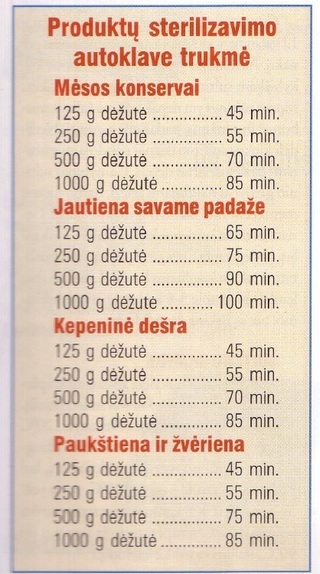
2 Pav. Produktų sterilizavimo autoklave trukmė
Sterilizavimo laikas pradedamas skaičiuoti, kai garų išleidimo vožtuvas uždaromas, katilo vidaus temperatūra pasiekia 100 C. Sterilizavimas baigiamas, kai nutraukiamas kaitinimas ir katilas pradeda vėsti. Sterilizavimo laikai lentelėse nurodyti metalinėms dėžutėms. Stikliniams indeliams juos reiktų pailginti apie 5 minutes.
Apie autoklavų gamintoją
KORIMAT
Vokietijos firma "Korimat Metallwarenfabrik" yra viena iš žinomiausių ir populiariausių autoklavų gamintoja Europoje. "Korimat" autoklavai yra universalūs įrenginiai ir gali būti naudojami ne tik konservams sterilizuoti, bet ir kaip paprastas virimo katilas su slėgio funkcija, kaip vakuuminis katilas. "Korimat" katilai kaitinami elektra, dujomis arba skystu kuru. Į rinką patenka trys modeliai - "Korimat KA 160, KA 240 ir KA 380. Įrenginiai turi elektroninio valdymo sistemą, kuri automatiškai valdo katilo temperatūrą, reguliuoja sterilizavimo laiką. Prie katilo galima prijungti duomenų registravimo įrenginį.


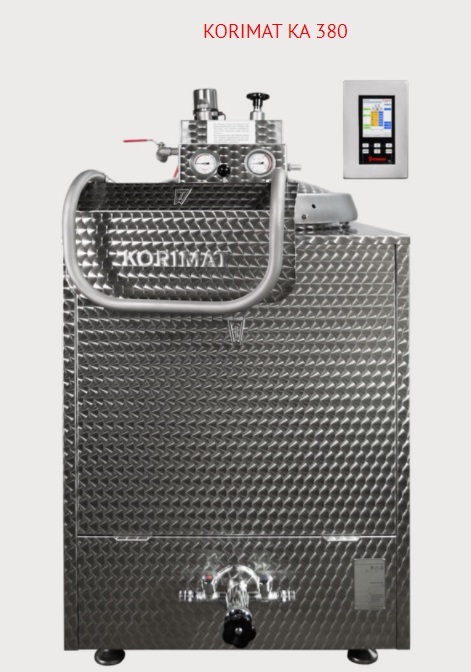
3 pav. Modeliai KA 160, KA 240 ir KA 380